Es izvēlos TORROS metināšanas aparātus un aprīkojumu!

Kāpēc es izvēlējos tieši šī ražotāja iekārtas? Atbilde ir ļoti vienkārša! Kvalitāte, plašs pielietojums, protams arī ir svarīga cena. Par šo cenu ieguvu ne sliktāku kvalitāti salīdzinot ar vadošiem metināšanas aparātu ražotājiem! TORROS iekārtas pielieto gan amatieri, gan augstas klases metinātāji.
Fakti, kuri nenoliedzami paskaidro, kāpēc metināšanas iekārtas TORROS ir populāras un atpazīstamas visā Baltijā un pasaulē:
TORROS MMA rokas loka metināšanas iekārtas atbilst!
Torros metināšanas aparāti ir pieejami gan transformātora, gan invetora tipa. Invetoros tiek pielietoti uzlabotie darba principi, salīdzinot ar saviem priekšgājējiem – transformatoriem. Strāvas pārveidošana invertorā notiek, izmantojot progresīvas tehnoloģijas. Tas ir impulsa modulācija (PWM) un jaudīgi tranzistori. Kuri var būt vienpolāri (MOSFET) un divpolāri (IGBT). Invertori pārveido maiņstrāvu no elektrotīkla uz līdzstrāvu un pēc tam atkal uz maiņstrāvu, bet tikai augstfrekvenču. Augsto frekvenču izmantošana ir metināšanas invertora tehnoloģiskā specifika.
Doto tehnoloģiju izmantošana ļāva uzlabot vairākus parametrus.
Pirmkārt, svars un gabarīti. Šiem aparātiem ir mazs svars un nelieli gabarīti. Lielāko daļu mūsdienu modeļu, pat diezgan jaudīgu, var pārnēsāt nelielā somā, ka arī transportēt automobilī.Nākamais uzlabotais parametrs - tas ir enerģijas patēriņš, invertori patērē salīdzinoši maz elektroenerģijas. Ja invertors nav pats jaudīgākais, tad tā enerģijas patēriņš ir diezgan pieņemams pat sadzīves tīklam. Ir arī ierīces, kas darbojas ar rūpnieciskā trīsfāžu tīkla 380 V
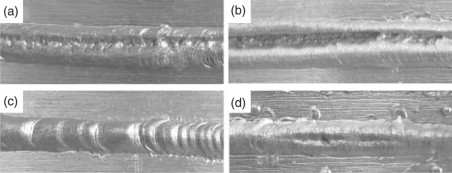
Visbeidzot, tiek nodrošināta stabila strāva izejā. Elektrotīkla sprieguma samazināšana neietekmē ierīces darbību. Dažādiem modeļiem ir pieejami dažāda sprieguma diapazons, ar kurām tiek strādāts nevainojami. Biežāk, tie ir 15%, bet jo plašāks ir diapazons, jo uzticamāks darbs. No strāvas stabilitātes it atkarīga šuves kvalitāte.
Invertoriem komplektā ir piederumi MMA metināšanai. Tie ir elektrodu turētājs un masas spaile ar kabeļiem. Ja modelis ir tāds darba režīms, kā argona loka TIG-metināšana aizsarggāzes vidē, tad visbiežāk ir nepieciešams, no pirkt TIG degļi ar ventili un argona balonu. Atkarībā no konstrukcijas īpatnībām TIG-degli var pievienot pie „mīnus” ligzdas uz priekšējā paneļa vai speciālajā ligzdā (ja tāda ir), kurā tiek pieslēgta degļa pogas vadība.
Izvēloties invertoru galvenokārt jāskatās uz saistītiem parametriem, kā metināšanas strāvas diapazons un darbības ilgums.

Pirmais parametrs norāda, pie kuras zemākās un augstākās strāvas vērtības var metināt ar doto aparātu. Bieži vien ir svarīgi skatīties ne tikai uz maksimālo strāvu, bet arī uz minimālo, jo tas ir svarīgi, ja jūs vēlaties metināt plānu metālu.
Otru parametru var saukt arī par slodzes ilgumu. Parametrs norāda, cik ilgi ierīce spēj darboties pie Imax (pie maksimālās strāvas). Piemēram, ja augšējā robeža - 200 A, un slodzes ilgums = 60%, tas nozīmē, ka, strādājot pie strāvas 200 A- 6 minūtes notiek metināšana, bet 4 minūtes aparāts dzēsējas (Aparāts ir pieslēgts pie strāvas, strāvas stipruma regulators pagriezts uz 0- notiek dzesēšana. Atkal varēs strādāt, kad nodzīs dzeltenā diode). Bieži vien ir svarīgi zināt ne tikai slodzes ilgumu pie Imax, bet arī strāvas vērtību pie slodzes ilguma 100%, jo tad metinātājs varēs metināt bez pārtraukuma, pilnā maiņā. Tādējādi darba apjoms šajā gadījumā paaugstinās.
Svarīgs parametrs - ir tas, kāda diametra elektrodus var izmantot, strādājot ar modeli. Elektroda diametrs ir atkarīgs no strāvas lieluma. Tomēr, pērkot elektrodus, ir jāskatās, kādai strāvai tie ir paredzēti. Dažādiem ražotājiem ieteikumi var atšķirties.
Visi metināšanas invertori ir aprīkoti ar trim funkcijām, kas ievērojami atvieglo metinātāja darbu: • "Karstais starts" (kad elektrods ir saskarē ar detaļas virsmu, uz īsu laiku palielinās strāva) • "Pret pielipšanas funkcija" (ja elektrods pielīp, strāva strauji samazinās, kad atlīp- atgriežas pie savas vērtības)
"Loka pastiprināšana" (strāva palielinās, ja pastāv risks, ka loks aprausies).
Šī funkcija bieži apzīmēta aprakstos, ka īpaša priekšrocība, bet tā ir visos invertoros, neatkarīgi no tā, vai šī funkcija ir regulējama ar potenciometru vai nē.
Doto aparātu ekspluatācijā ir dažas īpatnības.
Pirmkārt, draudus rada putekļi, kas veidojas korpusa iekšpusē. Tādēļ regulāri vajag tīrīt aparātu. Vairums metinātāju strādā būvlaukumos, kur putekļi ir neizbēgami. Šādos gadījumos, invertoru tīrīšana jāveic biežāk.Vēl viens faktors, kas negatīvi ietekmē darbību ir sals. Parasti ir temperatūras ierobežojumi, bet zemā temperatūrā, labāk neizmantot invertoru.
Pēdējais faktors, kuru jāapzinās, ir lietus. Dažādiem modeļiem tiek piešķirtas dažādas aizsardzības pakāpes. IP23 nozīmē, ka ierīce ir aizsargāta no lietus leņķī 60 grādi, IP22 - no lietus leņķī 15 grādi, IP21 - no vertikāli krītošiem lietus pilieniem. Ja ir liels mitrums lietot invertoru nav vēlams, lai izvairītos no kondensāta ierīces iekšpusē.
SĀKT METINĀT AR TORROS APARĀTIEM IR VIENKĀRŠI:

KĀPĒC IZVĒLĒTIES PUSAUTOMĀTU MIG/MAG?
Pusautomāts metinātāja darbu padara vieglāku, metināšanas rādītājus - augstākus un pašu metināšanu - ērtāku un produktīvāku. Katram modelim ir savi parametri, no kuriem ir atkarīgi metināšanas procesi un to rezultāti.
Pusautomāts ir nodrošināts ar stieples padeves mehānismu. Šis mehānisms atvieglo metinātāja darbu - viņam nav jāpadod materiālu metināšanas zonā, to dara automātika. Ātrumam, ar kuru notiek stieples padeve, ir noteicošais faktors darbā ar attiecīgo ierīci. Ātruma koriģēšana ir būtiska īpašība šīm ierīcēm.
Pusautomāta barošanas avots var būt divu veidu: transformatora vai invertora. Pusautomāts ar barošanas avotu var atrasties vienā korpusā (mono bloks) vai arī katrs savā korpusā. Pusautomāta veids, kas ir divos korpusos ir ērtāks lietošanā, to var novietot tuvu metināšanas vietā vai pārvietot, ja tas ir nepieciešams metināšanai. Smagi ir tie barošanas bloki, kas darbojas uz transformatora principa. Dažreiz arī pusautomātam ir trīs elementi - pie padeves mehānisma un barošanas avota pievieno riteņus.

Transformatoram un invertoram ir savas īpatnības.
Invertoram ir daudz mazāks svars, bet tas ir sarežģītāks ekspluatācijā. Invertors darbojas uz mikroprocesoriem, bet pie nepareizas ekspluatācijas (piemēram, pārkaršana), tie var ātrāk salūzt. Mikroprocesori ir ļoti jutīgi pret mehānisku iedarbību(trieciens, u. c), termiskiem apstākļiem (aukstums). Transformatori, kuri ir ļoti smagi, ir drošāki, tiem ir lielāks kalpošanas laiks, ar tiem var strādāt arī zemā temperatūrā.No otras puses, invertors dod stabilu strāvu, tad sanāk kvalitatīvāka šuve un loks ir stabilāks. Elektrotīkla sprieguma samazināšana neietekmē ierīces darbību. Dažādiem modeļiem ir pieejami dažāda sprieguma diapazons, ar kurām tiek strādāts nevainojami. Biežāk, tie ir 15% (190-250V), bet jo plašāks ir diapazons, jo uzticamāks darbs..
Izvēloties invertora tipa pusautomātu, jāpievērš uzmanība parametram- slodzes ilgums. Invertora mikroprocesoriem ir bīstama pārkaršana, tāpēc nav ieteicams lietot ierīci pie maksimālās strāvas vairāk, nekā tas ir noteikts, pārsniedzot slodzes ilgumu. Ja jums ir nepieciešams metināt noteiktu biezumu, ieteicams ņemt pusautomātu, kas ir paredzēts metināt biezāku metālu, nekā jūs plānojat. Piemēram, ja Jūs plānojat metināt ar stiepli, kuras biezums ir 1.0 mm, ir ieteicams pusautomāts, kas var metināt ar stiepli 1.2 mm vai vairāk. Tas pasargās ierīci no priekšlaicīgas bojājuma.
Stieples spole var atrasties gan pusautomāta korpusa iekšpusē, gan ārpusē. Ja ārpusē, tad tas ir labāk, ja spole ir aizsargāta apvalkā - apvalks aizsargā stiepli no dažāda veida vides ietekmes, kurā notiek metināšana. Ērtāk ir tad, ja ierīcē var uzstādīt lielu spoli. Daži mazie mono bloki neļauj jums izmantot spoli vairāk nekā 5 kg. Stieples lieluma prasības ir atkarīgs no darba veida.
Stieples padeves mehānisms ietver sevī motoru un rullīšu sistēmu. Rullīši var būt divi vai četri (viens pāris vai divi), turklāt viens rullītis ir padeves, otrs–saspiedēj rullītis. Ar rullīšiem stieple tiek padota deglī. padeves mehānisms var būt 1) stumjošs, 2) velkošs un 3) universāls. Tas ir atkarīgs no šļūtenes garuma un materiāla, no kā stieple ir izgatavota. Stieples padeve var notikt pakāpeniski vai laideni. Ja regulēšana ir laidena, tas ir labāk metināšanai, kas prasa lielu precizitāti.
Ja stieple ir pulverveida, tad gāze netiek izmantota. Ja notiek MIG/MAG metināšana, tad pusautomātam jāslēdz klāt balons ar attiecīgo gāzi. Šļūtene no balona tiek pieslēgta aparāta korpusam, kur izvietots padeves mehānisms. Ligzdā uz priekšēja paneļa tiek pieslēgts deglis, pa kuru tiek padota stieple, gāze un strāva.
Visas bez izņēmuma pusautomātiskās metināšanas iekārtas ir paredzētas metināšanas režīmā MIG / MAG kausēšanas elektrods aizsargājošā gāzē). Ar dažiem modeļiem var metināt MMA režīmā (pārklāts elektrods). Un vēl mazāks modeļu skaits var metināt TIG režīmā (nekūstošs elektrods aizsargājošā gāzē). Pārslēgšanās starp režīmiem notiek ar slēdzi. Ierīces, kuras paredzētas tikai TIG metināšanai, nav paredzētas alumīnija metināšanai, jo tie strādā līdzstrāvā (alumīniju metina maiņstrāvā)
Pusautomāta degļi atšķiras atkarībā no vairākiem parametriem: no strāvas stipruma, no stieples biezumu, no degļa garuma. Atšķiras arī degļu svars - jo lielāka strāva un biezums, jo lielāks svars un izmēri.

KURĀ GADIJUMĀ IZVĒLĒTIES TIG METINĀŠANAS IEKĀRTU?
TIG metināšanas aparāti metina ar nekūstošo elektrodu aizsarggāzes vidē. Tas tiek uzskatīts par sarežģītāko metināšanas veidu, bet līdz ar to tiek iegūta daudz augstākās kvalitātes šuve. Tas ir saistīts ar vairākiem faktoriem, kas piemīt šādam metināšanas veidam.
VOLFRAMA ELEKTRODS: TĪRA ŠUVE!
Kādas ir priekšrocības šādam elektrodam? Kopā ar to biežāk tiek ņemts piedevas materiāls, bet tam nav pārklājuma. Rezultātā – metināšanas laikā veidojas ļoti tīra vanna, bez jebkādiem piemaisījumiem. Piemaisījumu neesamība ievērojami uzlabo metināšanas šuves izturību.
AIZSARGVIDE: BEZ OKSIDĒŠANĀS
Izmantojot aizsarg gāzi, tiek panākta aizsardzība no oksidēšanās gaisā. Šādas aizsarg gāzes ir hēlijs un argons. Vairāk izmanto argonu, jo hēlija nepieciešams divreiz vairāk un hēlija pats par sevi ir dārgs (turklāt, hēlijs ir vieglāks par gaisu). Argons novērš gaisu no metināšanas zonas, noņem risku, ka detaļa oksidēsies. Argons rada vidi, kurā iedarbojas tikai apstrādājamais metāls un stieple. Lai aizsargātu šuves zonu, var būt funkcija- pirms gāze, pirms tiek uzsākta metināšana, un pēc beigām. Ja ir regulatori-taimeri, jūs varat iestatīt laiku, kad gāze tiks padota metināšanas zonā, pirms loka aizdegšanās un pēc metināšanas beigās. Sakarā ar šo šuves tās sākumā un beigās ir aizsargātas no gaisa oksidēšanas iedarbības.Argona metināšana nav ieteicama zem klajas debess, kur var būt vējš. Vējš var nopūst aizsarggāzi un tad metināšanas zona būs atklāta graujošais gaisa ietekmei.
STRĀVA: MAIŅSTRĀVA UN LĪDZSTRĀVA
Uz pusautomāta korpusa paneļa ir slēdzis AC/DC, ar kura palīdzību var pārslēgt strāvas veidus: maiņstrāva vai līdzstrāva.Maiņstrāvā var metināt alumīniju. Tas ir tāpēc, ka tam ir spēcīga oksīda plēve, kuru, pirms kausēt, vajag noņemt (oksīda plēves kušanas temperatūra ir 4 reizes lielāka nekā alumīnija). Oksīda plēvi var noņemt mehāniski, ka arī bombardēt ar joniem pie strāvas ar pretējo polaritāti.
Izvēloties TIG metināšanu līdzstrāvā var metināt visus metālus, izņemot alumīniju, piemēram, bronza, varš, ka arī nerūsējošs tērauds. Tas ir saistīts ar to ka, dotiem ķīmiski aktīviem metāliem ir lielāka oksidēšanās pakāpe. Tas prasa vidi ar aizsarggāzi, lai tos veiksmīgi apstrādāt.
Līdzstrāvā metināšana var notikt arī pulsācijas režīmā. Var uzstādīt frekvenci un impulsa platumu - izmantojot atbilstošus regulatorus.
Loku var aizdedzināt divos veidos: kontakta vai bez kontakta. Pirmais veids notiek ar pieskārienu un švirkstināšanu pie detaļas. Bez kontakta aizdedzei paredzēts oscilators.
STRĀVAS DIAPAZONS UN SLODZES ILGUMS
Profesionālo TIG aparātu raksturlielums ir zema minimālā strāvas vērtība. Tas dod iespēju metināt ļoti plānu metālu. Ņemot vērā metāla biezumu, zinot konkrēto sastāvu, uzstāda dažādus strāvas lielumus. Būtisks rādītājs argona metināšanas iekārtām ir Slodzes rādītājs. Izvēloties piemērotu aparātu, jums vajadzētu ņemt vērā, ka dažādiem režīmiem (MMA, TIG), šis rādītājs var būt atšķirīgs. MMA režīmā, kad slodzes rādītājs ir 100% strāvas vērtība var atšķirties no vērtībām TIG režīmā. Jaudīgas (strāva pārsniedz 250 A) ierīces var darboties no elektrotīkla 220 V, ka arī no trīs fāžu tīkla 380 V.KONSTRUKCIJA UN FUNKCIJAS
Kad notiek argona metināšana, tiek ņemts atbilstošs TIG deglis. Uz korpusa priekšējā paneļa tas vienmēr tiek pieslēgts pie "mīnus" ligzdas. Nekūstošs elektrods no volframa tiek uzstādīts cangā, degļa galvā. Pēc tam elektrodam tiek padota strāva, un caur sprauslu tiek padota aizsarggāze.Ņemot vērā degļu jaudu, tiem var būt gaisa vai šķidruma dzēse. Lai dzesētu ar šķidrumu, uz korpusa priekšēja paneļa var būt ligzda ūdens padevei.

Uz korpusa priekšēja paneļa var regulēt dažādus parametrus, piemēram:
• gāzes padeve pirms un pēc metināšanas;
• strāvas regulēšana;
• parametri impulsa režīmā: ilgums, impulsa frekvence;
• starta strāva, strāva metināšanas beigās;
• balansa regulators pie maiņstrāvas (AC), u. c.

Metināšanas maska hameleons TORROS H1. Metinātāja ķivere ar automātisku gaismas filtru:
Metināšanas elektrodi IWELD E6013 (analogi OK-46, MR-3). Apraksts, 7 mm tērauda metināšana:
Metināšanas pusautomāts TORROS SUPER MIG200. Andra atsauksme. Kā metināt alumīniju ar pusautomātu?
Metināšanas iekārta pusautomats Torros MIG-200 Pulse:
4 komentāri - Es izvēlos TORROS metināšanas aparātus un aprīkojumu!
Teksta daudz .
Bet , neko neatradu par cenām .
Komentēt
Pirkumu grozs
Pirkumu grozs ir tukšs.