Kā tiek veikta orbitālā metināšana?
Maģistrālo cauruļvadu uzstādīšanas laikā kļūst nepieciešams metināt lielu skaitu cauruļu savienojumu, kas ir fiksēti. Izmantojot manuālo vai pusautomātisko metināšanu, metinātājam jāpārvietojas pa visu caurules perimetru, vienlaikus mainot iekārtas iestatījumus atkarībā no šuves vietas. Šajos gadījumos specializētā tehnoloģija ļauj optimizēt procesu - orbitālo cauruļu metināšanu.
Tehnoloģijas apraksts
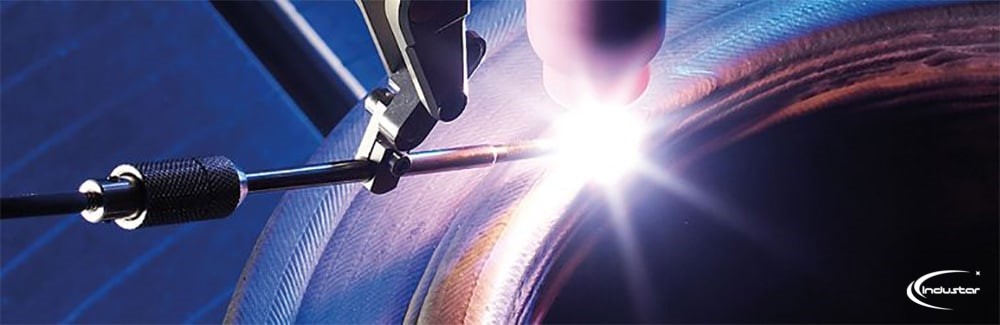
Orbitālajā metodē parasti tiek izmantots metināšanas process, ko veic argona vidē ar nekūstošu volframa elektrodu. Tajā pašā laikā tiek ievadīta pildījuma stieple. Šīs tehnoloģijas galvenais princips, pateicoties kuram tā ieguva savu nosaukumu.
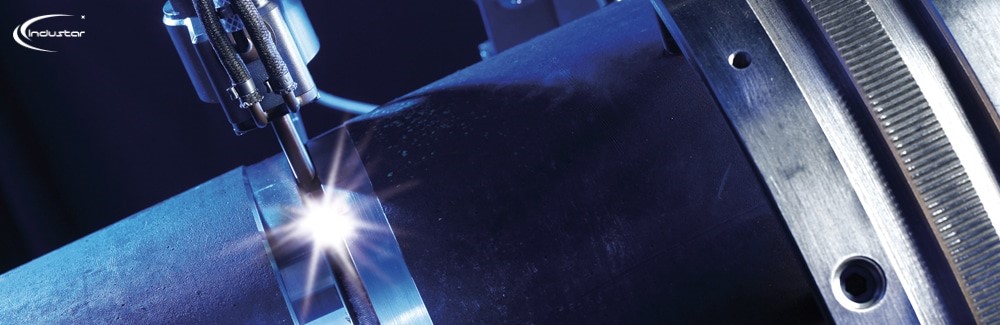
Aparāta metināšanas galviņa ar tajā piestiprinātu volframa elektrodu pārvietojas pa fiksēto šuvi pa atklātajām vadotnēm, vienlaikus veicot 360 ° apgriezienu ap cauruli.

Metināšanas galviņas orbitālā kustība ir pilnībā automatizēta, kā arī visas pārējās to pavadošās tehnoloģiskās darbības. Metināšanas loka garums ir iepriekš iestatīts, stingri nostiprinot galvu vēlamajā augstumā virs caurules virsmas.
Orbitālās metināšanas process notiek procesora vadībā, ko kontrolē īpaša programma, kurā ir ierakstīti visi parametri. Programmas iestatījumi ņem vērā mainīgos metināšanas apstākļus, kad elektrods pārvietojas pa orbītas trajektoriju.
Metinātā šuve pa metinātās caurules perimetru ir sadalīta sektoros, kuros procesa parametriem ir nemainīga vērtība. Tādējādi apļveida "orbitālā" šuve ir sadalīta horizontālajās daļās (grīda un griesti), vertikālās (ar kustību uz leju un uz augšu) un sekcijās, kas atrodas noteiktā leņķī.

Atkarībā no šuves orientācijas un metināšanas galviņas kustības virziena katrā sektorā tiek automātiski iestatītas šādu parametru ieprogrammētās vērtības:
metināšanas galviņas kustības ātrums ar elektrodu;
metināšanas strāvas vērtības;
pildvielas stieples padeves ātrums;
piegādātās aizsarggāzes daudzums laika vienībā.
Pateicoties precīzai metināšanas režīma parametru ievērošanai, katrā no orbitālajām sekcijām pa visu perimetru veidojas vienādas kvalitātes vienmērīga šuve.

Pielietojums
Papildus metināšanas darbu veikšanai maģistrālo cauruļvadu uzstādīšanas laikā orbitālās metināšanas metode tiek veiksmīgi izmantota to uzņēmumu darbnīcās, kuri pastāvīgi veic liela apjoma cauruļu elementu savienojumus.
Pie šādiem uzņēmumiem pieder cauruļu rūpnīcas, kas montē konstrukcijas no caurulēm un veidgabaliem, kā arī katlu iekārtu ražotāji.
Orbitālās metināšanas metožu pielietošana enerģētikā un kuģu būvē ir efektīva. Kvalitātes prasības nerūsējošā tērauda cauruļu savienojumiem pārtikas rūpniecībā ir īpaši augstas, un šajā situācijā orbitālās metināšanas tehnoloģija ir labākais risinājums.
Šo tehnoloģiju ir iespējams izmantot pilsētas inženierkomunikāciju maģistrālo un sadales cauruļvadu ierīkošanā. Iekārta veiksmīgi tiek galā ar ļoti maza diametra cauruļu metināšanu.
Parametru augstā stabilitāte, ar cilvēka faktoru saistītu kļūdu neesamība dažos gadījumos padara šo metināšanas metodi par vienīgo, kas spēj nodrošināt nepieciešamo kvalitātes līmeni.
Viena veida orbitālās metināšanas operāciju veikšana vienāda diametra caurulēm sniedz īpaši ievērojamu ieguvumu, jo iekārta nav jāpārkonfigurē citam procesam un produktivitātes pieaugums ir maksimāls.

Galvenās iekārtas sastāvdaļas
metināšanas galva, kas tur degli un nosaka tā kustību gar šuvi;
metināšanas strāvas avots, kas ir invertora pārveidotājs;
programmējams kontrolieris un izpildmehānismi procesa parametru kontrolei (gāzes padeves vārsts, uzpildes stieples vilkšanas mehānisma vadības ierīces);
degļa šķidruma dzesēšanas sistēma.
Metināšanas galviņas ierīci var izgatavot divu veidu: atvērta un slēgta. Ar atvērta tipa galvu process norit līdzīgi kā manuāls, izmantojot volfroma elektrodu.
Šajā gadījumā argons vienkārši plūst no degļa ar noteiktu spiedienu uz metināšanas vietu. Slēgtā galva ir izolēta no apkārtējās zonas ar īpašu kameru, kas piepildīta ar argonu.
Invertora barošanas avots ir vispiemērotākais metināšanas strāvas programmas vadības organizēšanai.
Vadības programmas praktisko ieviešanu un kodu pārveidošanu konkrētos vadības impulsos veic specializēts kontrolieris.
Ņemot vērā to, ka automātiskais metināšanas process ir nepārtraukts, ir nepieciešams atdzesēt degļa daļas, kas atrodas tieši loka izlādes tuvumā. Šim nolūkam ir izveidota īpaša sistēma, kas nodrošina dzesēšanas šķidruma piespiedu cirkulāciju caur dzesēšanas kontūru.
Metināšanas sistēmu var aprīkot ar tālvadības pulti, kas nodrošina operatoram iespēju nepieciešamības gadījumā iejaukties procesā. Tādējādi automatizācija ļauj pēc iespējas vienkāršot metinātāja darbu.
2 komentāri - Kā tiek veikta orbitālā metināšana?
Komentēt
Pirkumu grozs
Pirkumu grozs ir tukšs.