Как выполняется орбитальная сварка?
Описание технологии

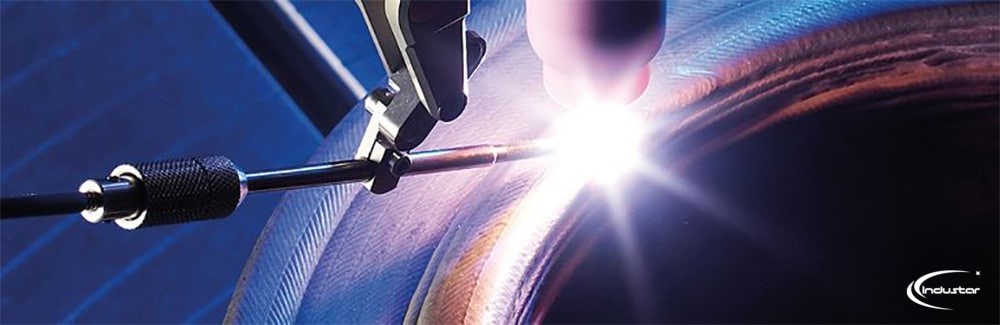
Орбитальное движение сварочной головки полностью автоматизировано, как и все остальные сопутствующие технологические операции. Длина сварочной дуги задается жесткой фиксацией головки на нужной высоте над поверхностью трубы.
Процесс орбитальной сварки происходит под управлением процессора, управляемого специальной программой, в которой записываются все параметры. Настройки программы учитывают изменение условий сварки по мере движения электрода по орбитальной траектории.
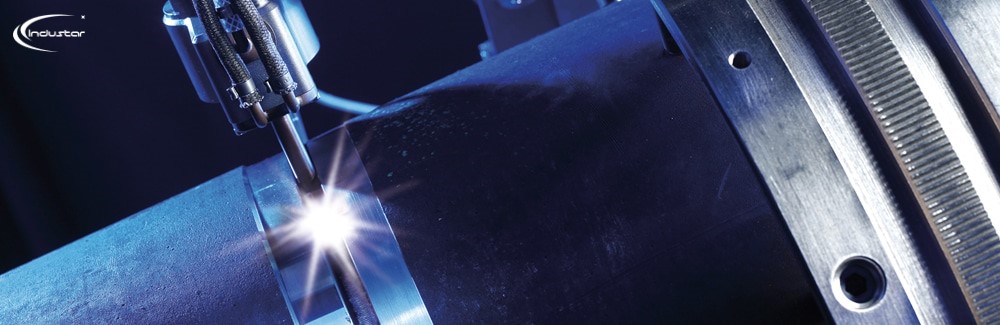
Шов по периметру свариваемой трубы разбит на участки, в которых параметры процесса имеют постоянное значение. Таким образом, круговой «орбитальный» шов делится на горизонтальные части (пол и потолок), вертикальные (с движением вниз и вверх) и участки, расположенные под определенным углом.

В зависимости от ориентации шва и направления движения сварочной головки в каждом секторе автоматически устанавливаются запрограммированные значения следующих параметров:
скорость перемещения сварочной головки с электродом;
значения сварочного тока;
скорость подачи присадочной проволоки;
количество защитного газа, подаваемого в единицу времени.
Благодаря точному соблюдению параметров режима сварки в каждом из участков орбиты по всему периметру формируется равномерный шов одинакового качества.

Приложение
Помимо выполнения сварочных работ при монтаже магистральных трубопроводов, метод орбитальной сварки успешно применяется в цехах компаний, постоянно выполняющих соединения крупногабаритных элементов труб.
К таким компаниям относятся трубные заводы, собирающие конструкции из труб и фитингов, а также производители котельного оборудования.
Эффективно применение методов орбитальной сварки в энергетике и судостроении. Требования к качеству соединений труб из нержавеющей стали в пищевой промышленности особенно высоки, и в этой ситуации оптимальным решением является технология орбитальной сварки.
Возможно использование данной технологии при монтаже магистральных и распределительных трубопроводов городских инженерных коммуникаций. Аппарат успешно справляется со сваркой труб очень малого диаметра.
Высокая стабильность параметров, отсутствие в ряде случаев ошибок, связанных с человеческим фактором, делают этот способ сварки единственным, способным обеспечить требуемый уровень качества.
Выполнение одного типа операции орбитальной сварки на трубах одинакового диаметра дает особенно значительное преимущество, поскольку нет необходимости перенастраивать машину для другого процесса, а прирост производительности получается максимальным.

Компоненты основного оборудования
сварочная головка, удерживающая горелку и определяющая ее движение по шву;
источник сварочного тока, представляющий собой инверторный преобразователь;
программируемый контроллер и исполнительные устройства для управления технологическими параметрами (клапан подачи газа, органы управления механизмом протяжки проволоки);
система жидкостного охлаждения горелки.
Устройство сварочной головки может быть выполнено в двух вариантах: открытое и закрытое. При головке открытого типа процесс аналогичен ручному с использованием вольфрамового электрода.
В этом случае аргон просто поступает из горелки под определенным давлением к месту сварки. Закрытая головка изолирована от окружающей среды специальной камерой, заполненной аргоном.
Инверторный источник питания наиболее подходит для организации управления программой сварочного тока.
Практическую реализацию программы управления и преобразование кодов в конкретные управляющие импульсы осуществляет специализированный контроллер.
Учитывая тот факт, что процесс автоматической сварки непрерывный, необходимо охлаждать части горелки, находящиеся в непосредственной близости от дугового разряда. Для этого создана специальная система, обеспечивающая принудительную циркуляцию охлаждающей жидкости по контуру охлаждения.
Сварочная установка может быть оснащена дистанционным управлением, что дает оператору возможность вмешиваться в процесс при необходимости. Таким образом, автоматизация позволяет максимально упростить работу сварщика.